 |
 |
| home | tech | search | checkout | contact | |
|
|||
|

![]()

Aussie Crossflow Head Swap
|
||||||||||||||||||||||||||||||||||||
The 200ci is a great block with a very poor flowing cylinder head. Seven main bearings, a nodular crank, a decent oiling system, and nice forged rods - there is a lot of potential there. With the US style integral log head, a 200ci six will grudgingly yield 200hp, if you go to great lengths to adapt big carburetion, do a lot of porting, run lots of compression, and pay close attention to quench, cam and other details. You end up with a powerful engine but not one that you'd want to drive to work or school everyday.
Prior to the introduction of the Aluminum Cylinder Head, offered by Classic Inlines, you only had a few other options. With an Aussie cast iron 250-2V cylinder head, you've got a bolt on performance option. You have also licked the non-removable intake problem and power levels increase greatly, but those low flowing exhaust ports are still there. And the 250-2V heads are getting older and scarcer. The law of supply and demand is driving up the prices up, almost to the point that a good head might cost more than the rest of the engine. That might lead you to look at a Crossflow engine. The Aussie Crossflow engine is a big leap over the US design, but in order to use the aluminum Aussie head, you had to use the Aussie block with it's unique bearings, seals, gaskets, timing set, and tin. Then to use that Aussie block in a US car you also had to adapt an Aussie bell housing and cobble up a clutch linkage for our LHD layout or find a rare C4 bell and flexplate. That's a lot of hardware to find and ship halfway around the world and a good bit of effort to fit it to our US cars. But with a bit of ingenuity, we've developed a relatively easy method to bolt a better flowing aluminum head to a US block. This technique will work for either the US 200 or 250 engines and can be done without precision machining or welding. With a Crossflow head, the airflow numbers jump significantly. The high velocity intake and exhaust ports and high swirl chambers work very well to deliver a lot of power. Some have found that the ports are perhaps marginal for the 250 cube engine they were originally designed for, but a close look shows that even in stock form they are optimally sized for a 200. Also, since they are aluminum, the head weighs 40lbs less than the old integral log head. We estimate that our "mild" 200 with 9.0:1 CR and a stock cam will put out 155 - 165 hp. Hotter versions will easily exceed 200 hp. A massively ported, naturally aspirated full race version with 11.0:1 CR, a 300 degree cam, and triple 45DCOE side draft Weber's could reach 399 hp @ 7500 rpm, according to the simulations. While that may be optimistic, this engine could conceivably reach BMW M3 levels of performance. The required modifications fall into two categories, block modifications and head modifications. Both must be done to accomplish the task, of adapting an Aussie Crossflow Cyl Head to a US block. Block Modifications Gasket Support Adapter Plate
This one was welded into place, but it could also be bolted thru the centers of the lifter openings. To position the plate, clamp a flat piece of steel or square tubing to the deck so that it overhangs the area where you want the plate. Then clamp the plate so that the edge is flush with the deck by butting it up against this other tube or plate. You may have to grind off the upper ignition coil mounting boss to get the adapter plate to fit flush against the block. If welding, tack it with a nickel rod and check positioning. Continue welding by tacking at intervals until the entire lower edge and sides are secured and sealed to the block. Do not get the block too hot or weld continuously down the plate. There is no need to weld any part of the deck area itself. If bolting, drill a 1/8" hole thru the plate and the block in the lifter opening. Insert a short 1/8" rod thru the plate and the block to hold it in place. Check for positioning before drilling the next hole. Insert a short length of rod to help hold it in position. Continue until all five holes have been drilled thru each lifter opening. One hole at a time, remove the guide rods and drill a 3/8" hole. Insert a 3/8" bolt and secure it with a common nut for the time being. When the last hole has been drilled, remove the plate and the bolts. Using a good wire brush, clean the entire area that the plate will rest down to bare metal. Thoroughly clean the plate as well. Mix enough JB Weld or similar hi-temp steel filled epoxy to get a good seal on the plate. Coat the block area. Reinstall the plate and insert bolts. This time, secure the bolts with locknuts and tighten to approximately 25 ft-lbs. smooth any excess epoxy around the outside edge of the plate. Allow to cure. It may be helpful to turn the block on its side during curing to prevent the epoxy from running. Intake Pushrod Clearance Modification
The lifter opening must be widened to accommodate the six intake pushrods. A common woodworking router works well for this, but a drill and grinding stone could also be employed. The block in these pictures was milled with a router using a 3/8" carbide straight cutting router bit. Use the Crossflow head gasket as a guide to determine the openings then mill to the edge of the block.
Coolant Passages Three coolant passages must be blocked off. The Crossflow head has no metal in those areas and you will get a coolant leak if they are not plugged. They are the holes which are opposite #2, #4, and #5 cylinders. Tap for a 3/8" pipe plug and insert plugs flush with or slightly below block surface. The oil passage that used to lube the rockers is no longer needed, but it will be sealed by the head gasket. If you want, you can seal it too.
Coolant Bypass Three coolant passages must be blocked off. The Crossflow head has no metal in those areas and you will get a coolant leak if they are not plugged. They are the holes which are opposite #2, #4, and #5 cylinders. Tap for a 3/8" pipe plug and insert plugs flush with or slightly below block surface. The oil passage that used to lube the rockers is no longer needed, but it will be sealed by the head gasket. If you want, you can seal it too.
Block Mods Complete Below, is a picture of a completed block, with all modifications performed. Note the head gasket support adapter plate, the milled pushrod relief's, the three blocked water passages, and the blocked coolant bypass. This block must now be thoroughly cleaned and all metal chips and debris removed. Then it will be ready to go to the machine shop for boring and decking.
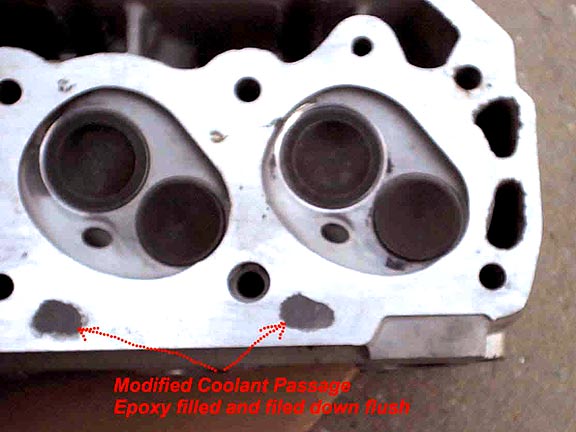
Coolant passages There are six coolant passages which have to be blocked off. These can be blocked by welding the holes shut, milling the openings to fit a pipe or freeze plug, or with a high temp epoxy. I chose epoxy. The Jeep crowd has to do the same mod to adapt a 4.0 head to a 258 and it seems to work well. First, cover the head surface with masking tape (this could get messy) and cut out the openings. Use a file to thoroughly clean the opening. Next, stuff toilet tissue in the hole to support the epoxy as you pour it in. Not to worry, it will be "flushed" out later.
Mix up enough JB Weld or similar steel reinforced high temp epoxy and pour it in the holes. The tissue should prevent it from running into the coolant passages. Finally, take another piece of masking tape, cover the holes and the epoxy, and flip the head upright. Allow the epoxy to cure. After curing, remove the tape and use a file to bring the epoxy to the same level as the head surface. Try to avoid scratching the head.
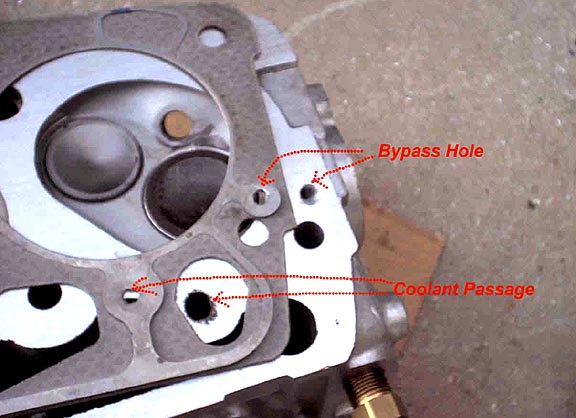
Coolant Bypass A hole has to be added for coolant bypass. The Crossflow gasket has a position for this bypass, but it is not used. Open the gasket first by drilling a 3/6" hole. Lay the gasket on the head and mark the position of the hole. move the gasket aside and at an angle, drill a hole into the area just behind the thermostat opening, just like the picture below. Finally, locate the three coolant passages on the pushrod side of the Crossflow head. The Crossflow gasket has positions for these as well, but they are not opened. Using a 3/16" bit, drill holes in the gasket to match these passages. One of these is visible in the picture below. This completes the required cylinder head modifications.
A couple of additional pieces are needed to bolt this all together.
Please! Do not e-mail us, or "MustangSix", asking for a "kit", parts, complete engines, or for prices. This is strictly a DIY project. Prices will vary according to whatever arrangement you make to obtain your own components from Australia. If you would like to build one yourself, you can inquire about Aussie parts and post your questions at www.fordsix.com/forum. Thanks! |
||||||||||||||||||||||||||||||||||||








[ home ]
[ index ] [ products ]
[ search ]
[ checkout ]
Copyright 2012 - Classic Inlines - All Rights Reserved
![]()
![]()